



















29353
14
Сварка является одним из древнейших способов создания неразъемных соединений двух и более металлических деталей. В старину использовали сварку легкоплавких металлов (золото, медь, олово), в дальнейшем развитие техники и науки привело к появлению различных видов и способов соединения металлических деталей. Во время II мировой войны сварные башни танка Т-34 помогли победить нацизм. Сварка сейчас самый популярный вид соединения. Какие же есть ее виды?
Ручная дуговая сварка (РДС)
")
Используется практически во всех отраслях промышленности, техники и строительства. Данный способ подходит для соединения стали, чугуна или цветных металлов. Практически каждый хозяин дачи или загородного участка сейчас имеет компактный сварочный аппарат для проведения элементарных сварочных работ. Принцип работы дуговой сварки основан на создании электрической дуги между электродом и свариваемыми деталями. Возникающий при этом ток короткого замыкания разогревает металлический стержень и края деталей до температуры плавления для их взаимной диффузии.

×

При проведении сварочных работ в быту используются достаточно небольшие, компактные и не тяжелые инверторы, стоимость которых колеблется в районе 200 долларов.

Основные преимущества РДС: не сложный процесс обучения простейшим приемам сварки, компактность аппаратов, позволяющая проводить работы в небольших тесных помещениях, универсальность РДС, которая обеспечивается наличием большого выбора различных по марке и характеристикам электродов, сравнительно небольшая цена на аппараты и расходные элементы – электроды.
Среди недостатков можно отметить неудобство, а иногда и невозможность сварки тонких материалов (меньше 2 мм). Для сварки ответственных несущих элементов требуется высокая квалификация рабочего, так как от качества сформированного шва зависит прочность всей конструкции. Во время сварки выделяются вредные вещества, и необходима хорошая вентиляция.
Среди недостатков можно отметить неудобство, а иногда и невозможность сварки тонких материалов (меньше 2 мм). Для сварки ответственных несущих элементов требуется высокая квалификация рабочего, так как от качества сформированного шва зависит прочность всей конструкции. Во время сварки выделяются вредные вещества, и необходима хорошая вентиляция.
Полуавтоматическая сварка (ПАС)
")
Разновидность дуговой сварки, во время которой в рабочую зону подается электродная проволока и защитный газ (углекислый газ или аргон). Функция защитного газа заключается в обеспечении изоляции горячего свариваемого металла от воздействия окружающей среды. Позволяет соединять как черные, так и цветные металлы.

Кроме того ПАС позволяет сваривать как тонкие (0,5 мм) листы, так и ответственные несущие конструкции с толщиной деталей 30 мм. Стоимость компактного сварочного аппарата полуавтомата составляет до 350 долларов.

Основные преимущества ПАС проявляются в комфортных и безопасных условиях работы сварщика, возможности осуществлять сварку тонкого материала пространственной конфигурации. Сварной шов не зависит от субъективных причин и в основном получается высокого качества. Среди недостатков можно отметить невысокую мобильность аппарата, обусловленную необходимостью транспортировки баллона с газом, однако такая проблема решается путем использования проволоки со специальными добавками, флюсами.
Газовая сварка (ГС)
")
Отдельный вид сварки, использующий энергию горения газокислородной смеси. В качестве горючего газа используется пропан, ацетилен, бутан и другие виды газа. В процессе разогрева свариваемых деталей подается дополнительный материал – сварочная присадка. Технологический процесс газосварки предусматривает постепенный медленный разогрев рабочих поверхностей, что и послужило причиной использования такого типа сварных работ для соединения хрупких чугунных деталей, небольших по толщине стальных конструкций, цветных металлов и специальных металлов, требующих бережного нагревания.

Основные преимущества газовой сварки заключаются в простоте технологического процесса, возможности сваривать пространственные конструкции, тонкие детали, конструкции из цветных металлов и полная автономность процесса. Среди отрицательных сторон ГС можно отметить высокую себестоимость, низкую мобильность и производительность, а также высокую температуру в рабочей зоне.


Tungsten Inert Gas – сварка особым, неплавящимся электродом в инертной среде защитного газа. В качестве тугоплавкого материала для электрода чаще всего выбирают вольфрам или его сплавы, что зависит от свариваемых материалов. Это наиболее универсальный вид сварки, позволяющий создавать неразъемные соединения с различными материалами: нержавеющей сталью, алюминием, бронзой, латунью и другими экзотическими металлами.

Технологический процесс TIG сварки следующий: в рабочую зону подводится электрод из вольфрама и подается инертный газ. Создаваемое газом давление оттесняет воздух, что гарантирует отсутствие окислительных процессов и азотирования в расплавленной зоне. При надобности, вручную осуществляется подача присадочного материала, структура которого близка к соединяемым деталям. Чаще всего данный вид сварки применяют для сварки алюминия и его сплавов и при соединении деталей из нержавеющей стали. Стоимость аппарата для TIG сварки колеблется в пределах 500 долларов.

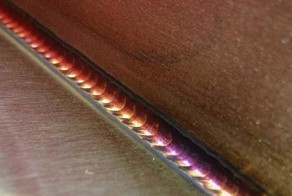
Главные достоинства TIG сварки - это возможность выполнения тонких, практически ювелирных работ, безопасные условия труда, красивый внешний вид шва, не требующий дополнительной зачистки, работа с нержавеющей сталью и алюминием. Среди недостатков: невысокая мобильность, наличие высокой квалификации у работников и требования к предварительной подготовке кромок.

Источник:
Ссылки по теме:
- Мертвый молодой сварщик из Таиланда
- Дал Бог трансформатор, даст и сварщика
- 12 удивительно приятных фотографий сварочных швов
- Разъясняем закон Ома буквально на пальцах и картинках
- Как на самом деле отличается схема московского метро от реальности


















































































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Полуавтомат - gmaw, mig, mag, fcaw- названия варьируются от стандарта или использования отдельных видов газов или проволоки.
Gtaw или tig- аргоно дуговая сварка
Saw - автоматическая сварка под флюсом. Везде практически щас на производстве ёмкостного оборудования
-Можно.
-А если она на пляже и в бикини?
-Можно.
-А если топлесс?
-Можно.
-Ребе, а есть такие вещи, на которые еврею нельзя смотреть?
-Есть.
- На какие, ребе?
- На сварку!
Аргонная, аргонно-дуговая, сварка в среде, образуемой защитным газом все это названия типов сварки. Сварка аргоном использовалась в Советском Союзе для изготовления космических аппаратов. Сегодня он доступен каждому желающему. Его применяют при ремонте автотехники, узлов лодок и самолетов, при ремонте и изготовлении алюминиевых конструкций. Ведь многим известно, что трудно в обычных условиях сварить нержавейку и медь, бронзу и алюминий, титановые детали и другие металлы. А в жизни часто случается такое, что нужно приварить нержавеющие трубы, алюминиевые автозапчасти, детали от статуэток. В этих случаях лучше воспользоваться аргонно-дуговым методом сварки. Работа эта будет стоить дорого. Если у вас есть опыт работы с применением сварочного оборудования, как варить аргоном это не вопрос. Можно попробовать при удобном случае, навык появится.
Практику у мамы на заводе проходил в 1998 или 99. Для института надо былою
Сварку необходимо производить в специализированной маске.
Перед работой все детали очищают, с них удаляют окислы, следы жира, грязи. Делается это щеткой, различными химическими составами. На свариваемые элементы подается электрическая масса. Присадочная проволока в сеть не включается. В одной руке сварщик держит горелку, в другой проволоку. На корпусе горелки есть кнопка включения подачи газа. Секунд за 20 до начала сварки ее нужно нажать. Силу тока можно подобрать, используя свой опыт.
Горелка опускается к поверхности деталей. Расстояние между ними в идеале составляет 2 мм. Электрическая дуга возникает между заготовками и электродом. Горелка равномерно подается вдоль шва. Сварщик подает проволоку. От сноровки его целиком зависит качество шва. Нельзя зажигать дугу, прикасаясь к рабочему столу. Для этого существует осциллятор. Он подает к электроду импульс, частота которого не менее 150 кГц, а напряжение от 2000 В. Электрод от этого зажигается.