


















3740
38
3
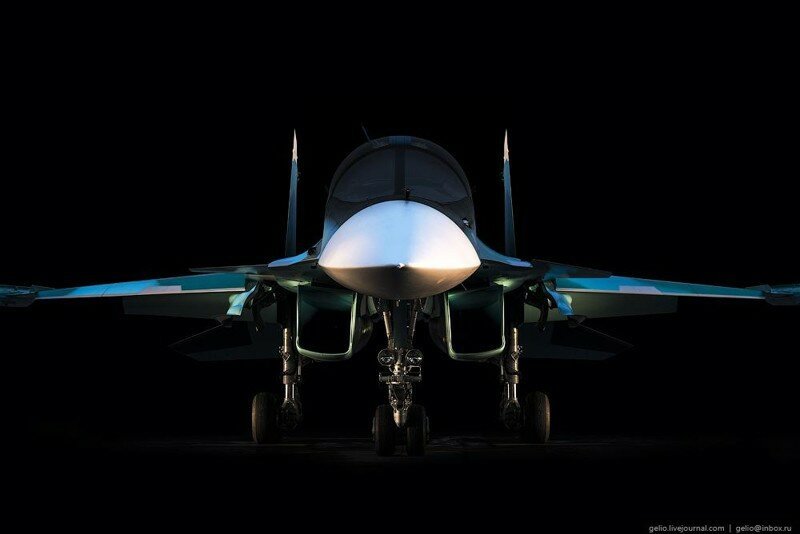
Новосибирский авиационный завод им. Чкалова — одно из крупнейших самолётостроительных предприятий России, входящее в состав компании «Сухой». В начале 90-х годов завод начал разрабатывать истребитель-бомбардировщик Су-34 поколения 4+. С 2006 года началось серийное производство этих машин.
В настоящее время самолёты Су-34 принимают участие в боевых действиях в Сирии.
В настоящее время самолёты Су-34 принимают участие в боевых действиях в Сирии.

Самолёт предназначен в первую очередь для уничтожения сухопутных войск, ПВО и кораблей противника.
По своим боевым возможностям Су-34 относится к поколению самолётов «4+". Конкурировать в ближнем воздушном бою с истребителями большинство бомбардировщиков не способно. Сказывается больший вес и меньшая манёвренность. Но этот самолёт сочетает в себе скорость и подвижность истребителя с ударными возможностями бомбардировщика.
По своим боевым возможностям Су-34 относится к поколению самолётов «4+". Конкурировать в ближнем воздушном бою с истребителями большинство бомбардировщиков не способно. Сказывается больший вес и меньшая манёвренность. Но этот самолёт сочетает в себе скорость и подвижность истребителя с ударными возможностями бомбардировщика.








На стапелях производят стыковку трёх фрагментов будущей машины: головной части, воздухозаборника и хвостовой части.




После проверки фюзеляжа на герметичность («дождевание»), изделие попадает в цех окончательной сборки.








Когда фюзеляж готов, к делу приступают монтажники систем и оборудования, в их руках машина превращается в «живой» организм, приобретая все необходимые системы.




Перед сдачей изделия заказчику авиазавод производит испытания, которые длятся около двух месяцев. Испытания проводятся вне населённых пунктов на расстоянии примерно 150-170 км от Новосибирска.

За один испытательный полёт на машине тестируются 350 режимов. Проверяются общая работоспособность систем самолёта, двигателей, бортового и радиолокационного оборудования. Лётные качества машины проверяют на предельно низких и максимально больших высотах в сверхзвуковом режиме.

Экипаж 34-ки состоит из двух человек — штурмана и лётчика. Сидят они по бокам друг от друга. Компактное расположение кресел пилота и штурмана позволяет членам экипажа поочередно покидать рабочее кресло и отдыхать в закабинном отсеке, распрямляясь в полный рост. Благодаря сплюснутой носовой части фюзеляжа Су-34 получил прозвище «Утёнок».

В хвостовой балке размещен РЛС заднего обзора и вспомогательная силовая установка (ВСУ), которая позволяет запускать двигатель без дополнительного источника питания на земле. Наличие ВСУ расширяет количество аэродромов базирования и делает работу лётчиков более комфортной — не нужно ждать запуска основных двигателей, для достижения оптимальной температуры в кабине.

Многофункциональная РЛС дальностью обзора воздушных целей до 120 км позволяет сопровождать до 10 объектов и вести обстрел 4 целей одновременно.

Кабина выполнена в виде цельнобронированной капсулы с использованием титановой брони (толщина до 17 мм), бронирован и расходный бак самолёта. В общей сложности на самолёте почти полторы тонны брони — что резко повышает «живучесть» машины и защищённость экипажа.
На Новосибирском авиационном заводе налажено изготовление титановых кабин для бомбардировщика Су-34 при помощи электронно-лучевой сварки.
На Новосибирском авиационном заводе налажено изготовление титановых кабин для бомбардировщика Су-34 при помощи электронно-лучевой сварки.

Конструкции из титановых сплавов ВТ23, ВТ23М едва ли не самые трудоемкие в изготовлении. Именно поэтому обработка этого металла во всех высокотехнологичных отраслях — космосе, авиа- и судостроении — считается самой сложной операцией.
Еще несколько лет назад основные операции по сварке деталей выполнялись специалистами сварочного производства — слесарями и сварщиками — вручную. Детали соединяли при помощи аргонно-дуговой сварки. Процесс занимал длительное время. Сварка листов толщиной до трех миллиметров производилась без специальной предварительной обработки соединяемых частей, а вот при большей толщине приходилось выполнять разделку кромок под сварку.
Параллельно с запуском нового самолета в Новосибирске разработали и внедрили первую автоматизированную установку для электронно-лучевой сварки. Из огромной камеры объемом 80 кубометров специальные насосы откачивают воздух и создают высокий вакуум порядка 10-5 мм рт. ст., необходимый для работы электронной пушки. Сварка ведется управляемым электронным лучом. Однако для серийного производства самолетов такая установка не годилась. Чтобы сваривать швы, расположенные в разных пространственных плоскостях, кабину приходилось каждый раз выдвигать из камеры и переустанавливать в новое положение. После этого процесс создания вакуума в камере вновь повторялся. Это отнимало слишком много времени. Поэтому изготовление первых кабин занимало порядка четырех месяцев.
Еще несколько лет назад основные операции по сварке деталей выполнялись специалистами сварочного производства — слесарями и сварщиками — вручную. Детали соединяли при помощи аргонно-дуговой сварки. Процесс занимал длительное время. Сварка листов толщиной до трех миллиметров производилась без специальной предварительной обработки соединяемых частей, а вот при большей толщине приходилось выполнять разделку кромок под сварку.
Параллельно с запуском нового самолета в Новосибирске разработали и внедрили первую автоматизированную установку для электронно-лучевой сварки. Из огромной камеры объемом 80 кубометров специальные насосы откачивают воздух и создают высокий вакуум порядка 10-5 мм рт. ст., необходимый для работы электронной пушки. Сварка ведется управляемым электронным лучом. Однако для серийного производства самолетов такая установка не годилась. Чтобы сваривать швы, расположенные в разных пространственных плоскостях, кабину приходилось каждый раз выдвигать из камеры и переустанавливать в новое положение. После этого процесс создания вакуума в камере вновь повторялся. Это отнимало слишком много времени. Поэтому изготовление первых кабин занимало порядка четырех месяцев.

Специалисты компании «Сухой» и партнеры за два года создали инновационный комплекс оборудования, который кардинально изменил технологический процесс сварочного производства.Новая установка позволяет сваривать детали толщиной от 2 до 200 мм за один проход луча. Причем сварка может производиться не по двум осям, как раньше (горизонтально и вертикально), а по шести координатам. Сваривать можно как стыковые, так и угловые соединения. Манипулятор по заданной программе обеспечивает перемещение электронной пушки по любой траектории, в любую точку камеры."Если проводить какую-нибудь наглядную аналогию, то представьте паука, который передвигается по потолку, — вот такой принцип конструкции использован в нашей установке", — поясняет ведущий инженер-технолог Леонид Егорнов.

С точки зрения технологии, корпус кабины представляет собой сварную конструкцию из 19 деталей, которые свариваются электронно-лучевой установкой. Суммарная длина швов — 21 метр, скорость сварки — 720 миллиметров в минуту. Теперь для изготовления титановой кабины Су-34 требуется лишь четыре операционные установки изделия в вакуумную камеру, тогда как раньше было необходимо произвести 26 установок в камеру. В соседнем помещении расположена новая вакуумная печь для отжига, в которую помещают уже сваренную конструкцию. Отжиг позволяет снять внутренние напряжения, полученные в процессе сварки, что необходимо для предотвращения разрушения сварных соединений.

На Су-34 установлены двухконтурные турбореактивные двигатели с регулируемым соплом АЛ-31Ф. Именно они позволяют самолёту набирать скорость до 1900 км/ч. Их производят на Уфимском моторостроительном производственном объединении (УМПО) и АО НПЦ «Салют»

Максимальный взлётный вес самолёта достигает 45 тонн, радиус действия может превышать 2000 км. Бомбардировщик оснащён системой дозаправки в воздухе, которая позволяет дополнительно увеличивать дальность полёта.

Самолёт способен подниматься на высоту до 15 км и нести на себе до 8 тонн боевой нагрузки — 12 ракет класса «воздух-земля» или «воздух-воздух», а также неуправляемые ракеты и бомбы.

Впервые Су-34 применялись в ходе войны в Южной Осетии в качестве прикрытия действий ударной авиации, ведя радиоэлектронную борьбу с элементами грузинской ПВО. Сейчас сделанные в Новосибирске бомбардировщики принимают участие в военной операции России в Сирии для атак позиций боевиков ИГИЛ.

Стоимость одного самолёта Су-34 — 1,5 млрд рублей. В рамках действующей госпрограммы вооружения, ВКС должны получить 124 самолёта к 2020 году и полностью заменить ими Су-24/Су-24М.

Источник:

Источник:

Источник:
Ссылки по теме:
- Тем, кто держит детей на веганской диете, грозит тюрьма
- О, счастливчики! Знаменитости, удачно пережившие покушения
- Филиппины залиты кровью: по призыву нового президента массово убивают наркоманов и наркодилеров
- Компромат недели: Трамп и Клинтон вместе веселятся с девушками!
- Ожидание и реальность: 55 забавных примеров обманчивой рекламы
Новости партнёров
реклама





































































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Вот процесс клепки. На западе уже давно применяют ЧПУ клепку. А у нас что? Ну не надо изобретать велосипед! просто КУПИТЕ технологию... пусть состригут бабла и все такое... откаты там. Но ведь это останется у нас. Сократиться на 2 мес процесс на 1 самолет!!! Не будет столько народу лазить по нему. Клепка станет более качественной. И уверен таких процессов еще с десяток в самолете. Но блин НИКОМУ нет дела чтобы улучшить. Потому что бюрократия!
вот сами смотрите, пишется, что для ускорения и облегчения процесса создания бронекапсулы был создан ваккумный прибор для сварки электронным лучом.
Пример Вам. Приехал к нам из бельгийской (не важно какой- западной короче) конторы товарищ. И начал рассказывать сказки. И тут случился диссонанс. Он - РУССКИЙ (казах правда... но русский). Дело в том, что он понимает особенность нашего производства, но обучался за рубежом. Головой он понимает как смешно он выглядит в глазах моего руководства.
он рассказывал мне что с его инструментом скорость сборки вырастет на 40%, что затяжка гайки будет не 2-3 сек и потом еще доводка, а 0.5 сек и с окончательным моментом. Но инструмент НАШ стоит 8000р. А то что предлагал он стоило 250-400тысяч в эконом варианте. Работяги безусловно оценили... но вот руководство махнуло рукой, сказало что это все фигня и пилите дальше нашим инструментом.
Никто у нас этим не заботится. Вот он как раз про один из моторных заводом и рассказывал... печально все.
на западе если есть возможность на 3-4% увеличить скорость сборки или качество или еще какой то параметр, за это цепляются сразу! у нас - пофиг. Чтобы у нас внедрилось это должно быть бесплатно (или стоить "3 копейки"), ОБЯЗАТЕЛЬНО должен быть козел отпущения кто будет тут же уволен если что то пойдет не так, и руководство еще подумает...
Евгений! Кто же спорит то? Вы посчитали мой пост аля я самый умный? Да ни в коем разе! есть люди на голову выше моих познаний! иначе у кого бы к прримеру я учился то?
Но и обратное утверждение не верно в той части что мол ТАМ все знаю. Ничего подобного! мало того есть руководители которые еще и вредят. То, что я пишу это не про ОДНО предприятие же. Это куча разных предприятий где я был и ЛИЧНО видел какой идиотизм творится. И это как оборонные предприятия, так и ОАО и ООО.
Буду жутко рад ошибаться насчет ручной клепки! Надеюсь что этой проблематикой также занимаются...
У нас на производстве были гайковерты Родкрафт. Это _овно не то что момент не выдерживало, а было еще и дерьмовым во ВСЕХ отношениях в работе. Как то вес, шум, охлаждение, обслуживание. У прибора от Атлас Копко был вес в 5 раз меньше, он охлаждался лучше, при отсутствии обслуживания не выходил из строя, его не било, он не шумел и так далее.
За 0,5 сек (реально меньше...) могло выполнятся- грубая затяжка + дотягивание.
Если Вы утверждаете что 2-3 сек на соединение... то посчитайте сколько миллионов часов надо на сборку ОДНОГО самолета.
... даже не знаю что написать... о чем вести дискуссию?
Вот представьте - нужно в три раза увеличить выпуск самолетов и сделать нужно за месяц, что будет быстрее - запустить 2 новые линии или набрать(призвать через военкомат) 20 нужных специалистов, которые в течении месяца начнут дадут прирост производства :)
Про рабочие места... это Вы сильно. Сергей! т.е. тут надо понять... мы что делаем? Самолеты для страны или рабочие места? Представьте что вместо жалких 15 самолетов тот же завод выдавал бы 100-120 в год? каково? Работа была бы у них... другая возможно. А укладываться в Вашу логику... вот потому производство и стоит!!! СТОИТ! по сравнению с тем, что могло бы делаться!
Сергей! Вот Вам анекдот...
Рубит лесоруб дерево в лесу... весь мокры до нитки, взмок, выбивается из сил... а дерево ни в какую... мучается. Мимо идет человек, увидел все это... и говорит: Слушай лесоруб! у тебя же совершенно тупой топор! тебе бы его наточить и тогда ты срубишь это дерево запросто и без труда. На что лесоруб ответил: Отойди, не мешай мне работать - мне надо рубить дерево!
Так и Ваша задача... вы хотите взять еще 200 лесорубов с тупым топором... а потом ЖУТКО удивиться почему это самолет стоит как космический корабль? Есть еще параметр как стоимость аппарата. Так вот ручная сборка будет делать его золотым! проще будет на ЧПУ из цельного куска золота его выточить...
Например: нужно всего 100 самолетов в течении 5-ти лет. И два случая - завод делает 20 самолетов за год и завод делает 100 самолетов за год и 4 года перебивается от "случая к случаю" с сокращением штата. Что наиболее безопасно ?
1. Самолеты нужны... для начала несколько сотен. Но теперь представьте что у нас эти несколько сотен (ну пусть 500) были бы уже в 2017 году. А не в 2023 к примеру... За 6 лет уже были бы и Су-50 в достаточном количестве. скорость их сборки уменьшило бы и стоимость в конечном итоге... Уже сейчас представьте в Сирии бы летали Су-50. Гонору у некоторых бы уменьшилось в разы.
2. Вот Су-35. его экспортный потенциал невелик. Просто потому что купив его сегодня - заказчик получит его в лучшем случае лет через 4-5. И это будут жалкие 10-15 самолетов. А теперь представьте что заказчик может рассчитывать за эту же сумму на 40-50 самолетов и они ему будут выданы через ГОД. А? Ну и? Будет заказчик думать у кого купить? неа... не будет. К нам пойдет.
3. Речь не идет об исбыточных мощностях. Речь идет о качественно новых и высокопроизводительных мощностях... кстати. Вот клепочные линии. Они могут клепать не только один типа самолета, а 3-4 разных. Могут по кооперации клепать гражданские суда или наоборот. Это то, о чем каждый раз толдычит президент!!! из доклада в доклад.
4. Ваш пример: завод делает 100 самолетов за год и начинает делать другие самолеты... "Завтра" видя как он пожирает заказы его загрузят по самое небалуйся!!! Да и экспорт никто ж не отменял...
их дискавери это старое нечто. Новые видео никто не покажет. а новые видео с производства гражданских судов показывают как раз ЧПУ или полуавтоматическую клепку (по маякам). Вот ее бы и надо внедрить...
Вы если специалист можете поправить. Или Вы тоже не имеете отношения к...?
РЛС заднего обзора расположена в контейнере между двигателями и позволяет обнаруживать атаку Су-34 в заднюю полусферу ракетами, при этом как контрмеру РЛС заднего обзора поддерживает режим обстрела атакующего истребителя путём наведения специальной ракеты РВВ-АЕ[42] воздух-воздух, запущенной с самого Су-34 в заднюю полусферу для атаки нападающего истребителя не тратя времени на маневрирование для его уничтожения[6][8].[43][44]
Поскольку РЛС заднего обзора с возможностью пуска ракет в заднюю полусферу — довольно уникальная технология, которой не имеют, по заключениям экспертов[42] и опубликованным спецификациям, самые распространённые (F-15[45], F-16[46]) и даже перспективные (F-22[47], Eurofighter Typhoon[48]) истребители-бомбардировщики НАТО, то многие специалисты дискутируют о реальности его существования и работоспособности.[6][8][43][44][49][7][50][51].
Многие эксперты считают, что РЛС заднего обзора находится в незавершённой стадии, другие считают, что РЛС ещё не принята на вооружение[52]. Так в открытой печати опубликовано фото сборки Су-34 со снятым радиопрозрачным колпаком, под которым видны две миниатюрные панели[53]. Аналогичное устройство просматривается на других фото[54][55]. Однако назначение и принадлежность данных устройств к каким-либо системам самолёта не указана.
На выставке МАКС-2001 были предоставлены обрывочные сведения о РЛС заднего обзора «Копьё-ДЛ»[49]. По ТТХ «Копьё-ДЛ» в версии 2001 года[49] — миниатюрная панель радара с диаметром порядка 30 см, тем не менее, обеспечивала контроль ракет в задней полусфере и на дистанции 6-14 км при углах +/- 60 градусов.
Многие аналитики считают, что в качестве РЛС заднего обзора используется радар Н012,[9][50] и даже опубликовали график его чувствительности, который был представлен НИИП им. Тихомирова западным потенциальным покупателям на Singapure Air Show 2008[51].
-----
запись двухлетней давности:
topwar.ru/85124-f-15e-protiv-su-34-kto-luchshe.html
"Кроме того на Су-34 на этапе проектирования была предусмотрена РЛС обзора задней полусферы для предупреждения экипажа об атаке ЗУР и истребителей противника. Эта опция на Су-34 должна была существенно повысить шансы на выживание во время выполнения боевого задания. Но пока станция обзора задней полусферы до рабочего состояния не доведена."
За это время уже многое могло измениться. Вот уже и бронекапсулу в ручную перестали варить.